引言:当“磨得动”不再是唯一标准
在工业制造领域,金刚石砂带一直是硬脆材料与难加工涂层的核心工具。然而,随着对加工质量与成本控制的日益严苛,仅仅“磨得动”已经远远不够。
KGS中国南京办事处注意到,对于精密玻璃边缘加工、石材地面修整、造纸辊筒修复以及热喷涂涂层处理等场景,真正的挑战在于:如何在实现高效磨削的同时,避免工件热烧伤,并显著延长砂带自身的有效寿命。
普通砂带为什么容易出问题?归根结底,是电镀工艺中的三个细节没做好:电镀平整度、图案一致性、植砂均匀度。
今天,我们就从这三个细节出发,看看KGS是如何从根本上解决这些棘手难题的。
核心问题一:电镀平整度不够,导致磨削力不均
问题现象:
普通砂带电镀时,镍层厚度控制不稳定,有的地方厚、有的地方薄。使用起来,砂带表面高低不平。这会导致磨削时,砂带与工件的接触压力不均匀,有的地方磨得深,有的地方磨得浅,最终在工件表面留下深浅不一的痕迹。对于需要平整度高的精密加工(如石材地面修整),这是非常致命的。
KGS的做法:
KGS通过稳定的电流控制和电镀液循环,确保镍层厚度均匀。客户拿到手,一摸就知道砂带表面是平整的。上机跑起来,磨削力平稳,工件表面也是均匀的。
客户价值:
工件表面打磨痕迹均匀,减少返工。
砂带整体受力均衡,自身寿命更长。
核心问题二:图案一致性差,导致切削力忽大忽小
问题现象:
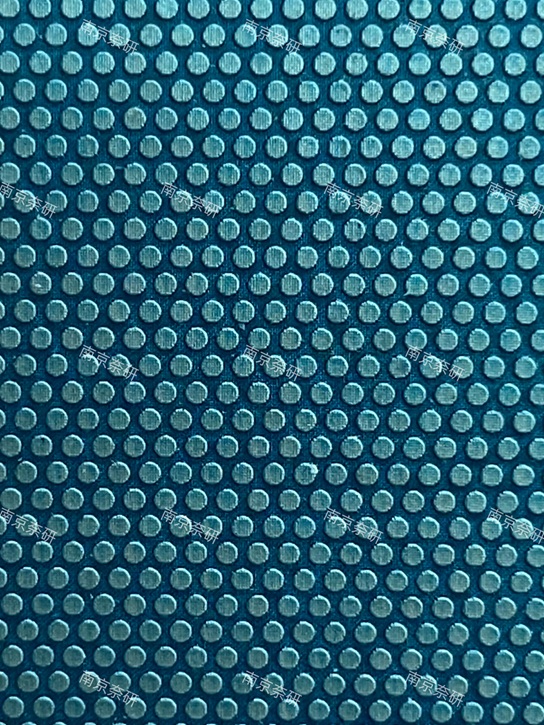
点状电镀砂带的核心,就是这些“点”。但普通砂带在制作时,点的大小、间距、形状很难做到完全一致。有的点大,有的点小;有的点密,有的点疏。这导致切削力忽大忽小。就好比用一把高低不平的梳子去梳头,梳出来的纹路肯定是不均匀的。对于需要精细打磨的玻璃边缘或热喷涂涂层,这会导致工件表面出现“一道深、一道浅”的纹路,严重影响品质。
KGS的做法:
KGS采用高精度的掩模版或模板控制,确保每个点的位置、尺寸、形状高度一致。如同一个模子刻出来的。这样磨削的时候,切削力始终稳定,工件表面纹路均匀。
客户价值:
工件表面平整光洁,没有明显的沟槽痕迹。
砂带切削性能稳定,批次之间差异小。
核心问题三:植砂均匀度差,导致寿命短、掉砂
问题现象:
植砂,就是把金刚石颗粒“种”到砂带上。普通砂带在植砂时,颗粒分布很难做到均匀。有的点里金刚石密密麻麻,有的点里却很稀疏,甚至露底。这直接导致切削力不均匀:密的地方切削力大,疏的地方切削力小。同时,那些稀疏的点,因为颗粒少,镀层更容易磨损,容易发生“掉砂”,砂带提前报废。
KGS的做法:
KGS通过精准的植砂工艺,让每个点内的金刚石颗粒分布均匀、密度一致。每个点的切削能力都是一样的。这样砂带从上机到报废,性能始终稳定,不会出现“前半段好用,后半段突然不行”的情况。
客户价值:
砂带寿命长且稳定,综合使用成本更低。
减少因掉砂导致的工件返工和意外停机。

结语:好的电镀,就是做好这三个细节
对于追求稳定品质与高效生产的企业而言,金刚石砂带的优势,往往不是靠复杂的理论堆砌出来的,而是靠把电镀工艺中的每一个细节都做到位。
KGS品牌认为,电镀平整度、图案一致性、植砂均匀度——这三件事做好了,客户自然就会发现:发热少了,寿命长了,工件质量也稳定了。选择KGS,让每一次磨削,都成为对工艺细节的验证。
看完技术文章,想试试产品效果吗?点击这里:金刚石砂带,咨询客服,可【免费申请金刚石砂带样品】或获取报价单。
地址:南京市六合区龙中路6号垠坤.棠城工业园08栋B座
电话:24小时咨询热线:18012951683 全国咨询热线:025-87738918
邮箱:njny@naiom.com
 扫一扫,联系我们
扫一扫,联系我们
 手机网站
手机网站
Copyright © 南京奈研新材料有限公司 版权所有 备案号:苏ICP备12036886号-2 苏公网安备32011602010620号
技术支持:华科互动

 匠心研磨,智领未来
匠心研磨,智领未来


 相关新闻
相关新闻