“请提供9000目的二氧化硅研磨片”
“我们需要D9的金刚石研磨片”
“127mm,背面带压敏胶”
这些在光纤研磨车间和采购沟通中每天都会出现的规格描述,您是否曾因目数与微米级粒度之间的换算而感到困惑?
在光纤端面研磨工艺中,磨料粒度的选择直接决定了表面光洁度与研磨效率。选对粒度,事半功倍;选错规格,则可能导致批量返工甚至报废。
然而,行业内长期并行着两套粒度表述体系:一部分工艺文件和技术人员习惯于使用目数(Mesh)来约定研磨片规格(如1200目、3000目);另一部分则采用金刚石微粉的D系列粒径(如D3、D9)作为标准。此外,研磨片直径(如127mm)与背面是否带胶、带何种胶等细节,同样是每笔订单和技术确认中不可遗漏的关键参数。
本文基于光纤行业通用标准,系统梳理粒度对应关系、主流规格及背胶选型指南,供工艺及采购人员参考。
一、粒度对应表:目数VS金刚石粒度(D系列)
先记住一个核心结论:粗磨用金刚石(D30--D9--D3),终抛用二氧化硅(9000目),两者不混用。
背景说明
目数:主要适用于碳化硅、氧化铝,或部分未采用D标准体系的金刚石磨片。
D系列:指金刚石平均粒径约9um,是国际通用标准,更精准、更推荐用于技术沟通。
两个最常见的技术确认要点
1.当规格书或口头约定为“D9研磨片”
含义:使用9um金刚石微粉制作的研磨片。
对应的目数范围:约1200目~1500目。
典型应用阶段:中磨。
2.当规格书或口头约定为“9000目”
注意判断磨料类型:市面上面向光纤行业的“9000目”研磨片,绝大多数是指二氧化硅研磨片,而非金刚石。
典型应用阶段:精密抛光或终抛前的过渡。
不同厂家标示体系存在差异,技术确认时建议以磨料类型(金刚石/二氧化硅)+实际粒径(um)作为最终依据,而非单一依赖“目数”表述。
二、耗材形状与主流规格
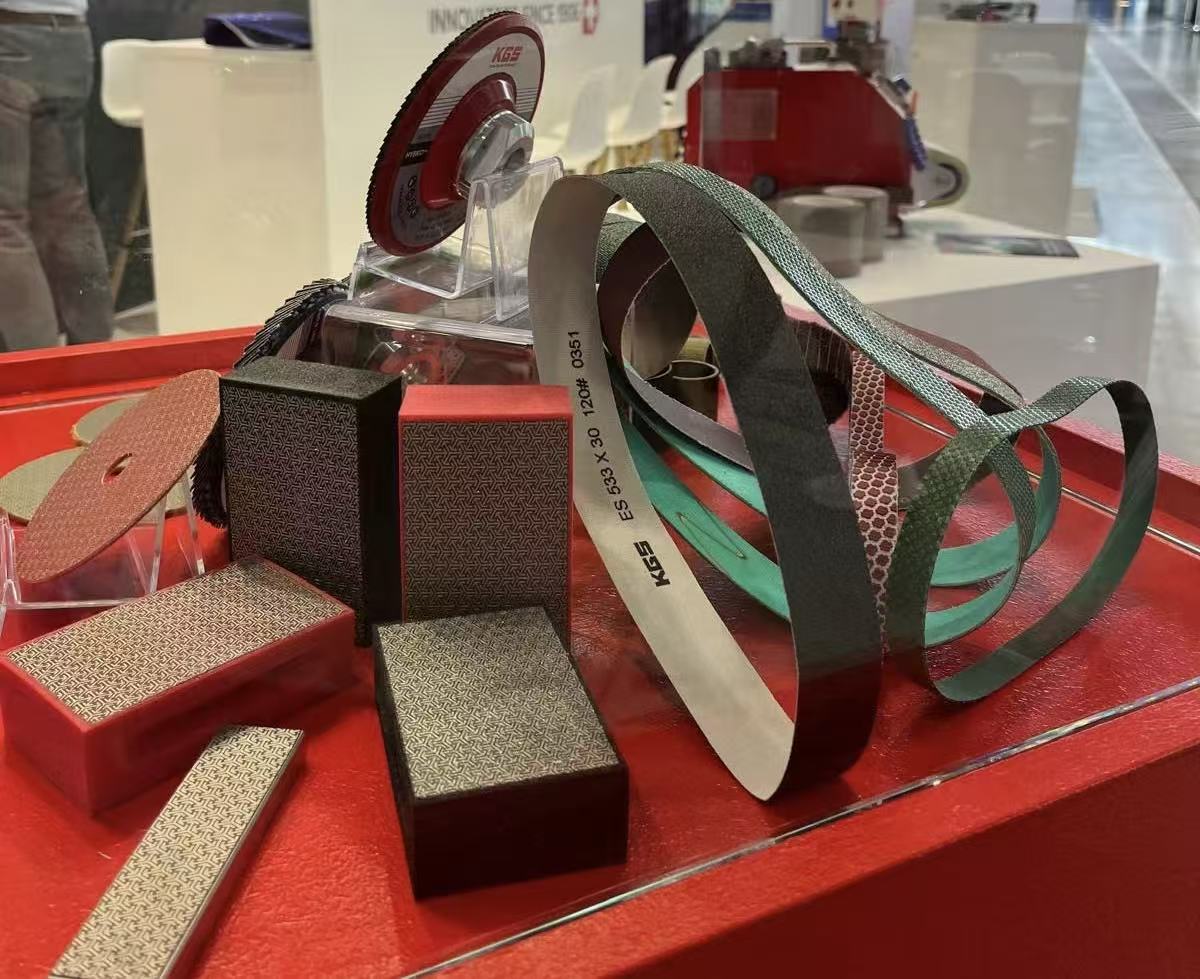
1. 常见形状
方形/卷状:带式研磨机、部分连续式生产线,适用于流水化、自动化作业。
圆形片:自动/手动研磨机,通用性最强,更换便捷。
2.主流直径规格(光纤行业通用标准)
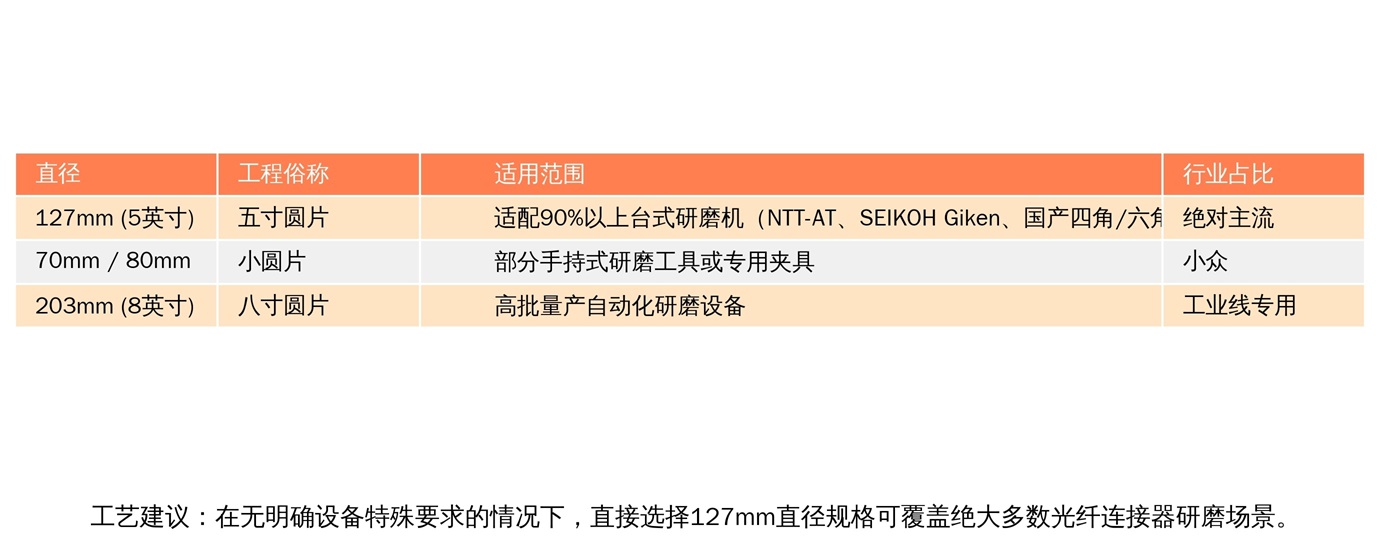
三、背胶类型及使用场景
研磨片背面是否覆胶、以及覆胶的类型,直接影响贴附稳定性、操作效率以及研磨精度。以下按行业常见程度依次说明。
1. 无背胶(不带胶)
固定方式:直接放置于研磨垫上,依靠夹具自重或设备真空吸附固定。
适用场景:手动研磨、设备自带真空吸附平台的场合。
评价:成本较低,但在高速运转或使用冷却液时存在移位风险。
2. 普通压敏背胶(PSA)-------最常用,覆盖90%以上常规需求
胶粘剂材质:丙烯酸系压敏胶,涂布于PET离型膜上。
特性:中等黏性,贴附操作简便,斯离后胶残留极少,不污染研磨垫。
适用场景:将研磨片固定于研磨垫(硬垫或软垫)上进行生产。
3.低粘/可移除背胶
低粘剂材质:微球压敏胶或硅胶类。
适用场景:需要频繁更换研磨片(如每批次或每盘更换),或者贴附于高价值弹性研磨垫上时,用于防止反复对衬垫造成损伤。
四、常用粒度对应关系表

写在最后:
粒度规格的选择、直径的确认、背胶类型的判定,这些看似基础的耗材参数,在实际的生产沟通中恰恰是最容易产生歧义的环节。通过本文的梳理,希望可以帮助工艺及采购人员:
→快速对应“D系列”与“目数”之间的换算关系
→明确金刚石研磨片与二氧化硅研磨片的阶段分工
→精准提出127mm直径、PSA背胶等关键规格要求
南京奈研新材料有限公司,长期专注于光纤通信行业研磨耗材与全套研磨解决方案的供应与服务。公司提供金刚石研磨片(D30/D15/D9/D6/D3/D1/D0.5全系列)到二氧化硅终抛片(ADS、美国Nanolap等主流品牌),以及研磨膏研磨液等全系类耗材产品线。
凭借在光纤连接器研磨领域积累的丰富经验,奈研深入了解国内实际工况,所供耗材经过多家客户批量验证,具备研磨寿命长、端面良率稳定、单芯/多芯一致性高等特点。同时,公司维持常用规格前置库存,支持快速交付与批量采购,兼顾性价比与供应效率,为客户提供真正“好用、耐用、采购省心”的研磨耗材解决方案。
地址:南京市六合区龙中路6号垠坤.棠城工业园08栋B座
电话:24小时咨询热线:18012951683 全国咨询热线:025-87738918
邮箱:njny@naiom.com
 扫一扫,联系我们
扫一扫,联系我们
 手机网站
手机网站
Copyright © 南京奈研新材料有限公司 版权所有 备案号:苏ICP备12036886号-2 苏公网安备32011602010620号
技术支持:华科互动

 匠心研磨,智领未来
匠心研磨,智领未来

 相关新闻
相关新闻