金刚石砂带什么时候比砂轮更划算?五个规律告诉您
问:金刚石砂轮和金刚石砂带都能磨硬材料,凭什么说砂带在某些场景下“更划算”?
答:划算不只看“砂带单价VS砂轮单价”,而是看单件综合加工成本,包括耗材成本、换装工时、停机损失、废品率。
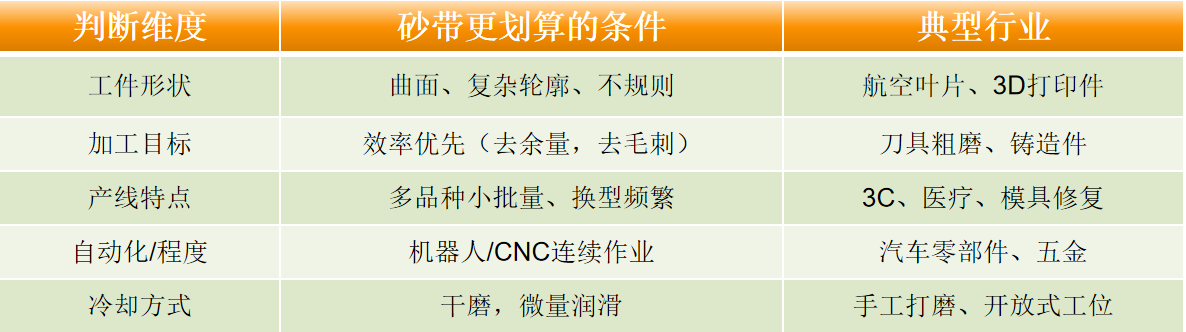
金刚石砂带在以下五个条件下,往往比砂轮更划算:
规律一:工件形状复杂或不规则------砂带胜出
判断条件:曲面、轮廓变化大、存在倒扣或R角。
为什么划算:砂轮是刚性体,只能磨到切线点;砂带可贴合接触轮变形,实现仿形磨削,有效降低废品率。
一句话总结:形状越不规则,砂带的柔性适应优势越明显,废品率大幅下降。
规律二:以“去除效率”为首要目标------砂带胜出
判断条件:需要快速去掉余量,精度要求±0.03mm以上即可。
为什么划算:砂带限速高,接触弧长比砂轮大3-5倍,单位时间材料去除效率显著更高。
一句话总结:粗磨、去飞边、焊缝打磨等“效率优先”的工序,砂带加工时间更短。
规律三:产线换型频繁或多种品种小批量------砂带胜出
判断条件:每天换产多次,换砂轮需要动平衡+修整,耗时较长。
为什么划算:砂带更换只需松紧张紧轮,无需修整,且不同粒度可快速切换,换型时间极短。
一句话总结:换砂轮比换工作还费时间的车间,砂带能显著提升设备利用率。
规律四:自动化或机器人打磨------砂带胜出
判断条件:使用机器人、CNC或专机进行自动化打磨。
为什么划算:砂带寿命长、无需频繁修整,大幅减少自动化产线的停机干预次数,磨削力更柔和,对设备冲击小。
一句话总结:自动化产线选砂带,连续作业寿命更长,停机换带次数更少。
规律五:冷却条件受限或干磨场景-----砂带胜出
判断条件:无法使用大量磨削液(如开放式工位、不允许油污的车间、手工打磨)。
为什么划算:砂带背基和结合剂经过特殊处理,排屑空间更大,不易堵塞,可连续干磨更长时间,避免工件烧伤。
一句话总结:不能加水的工序,砂带干磨性能优于砂轮,更耐用,更安全。
地址:南京市六合区龙中路6号垠坤.棠城工业园08栋B座
电话:24小时咨询热线:18012951683 全国咨询热线:025-87738918
邮箱:njny@naiom.com
 扫一扫,联系我们
扫一扫,联系我们
 手机网站
手机网站
Copyright © 南京奈研新材料有限公司 版权所有 备案号:苏ICP备12036886号-2 苏公网安备32011602010620号
技术支持:华科互动

 匠心研磨,智领未来
匠心研磨,智领未来


 相关新闻
相关新闻