德国Walter作为刀具磨削领域的顶尖品牌,其CHD系列与CX系列等高端磨床,为PCD、CBN等超硬材料及复杂刀具的精密加工设定了行业标准。这些设备能否充分发挥潜能,关键往往在于与之匹配的砂轮解决方案。
一、Walter磨床的核心磨削挑战
Walter设备常面临三大高要求任务:
超硬材料精密成形:如PCD、CBN刀具
复杂几何形状磨削:如多阶钻头、成型铰刀等
混合材料高效加工:同一刀具上不同材质的协调处理
这对砂轮的形状保持性、磨削比及精度稳定性提出了极高要求。
二、砂轮配置与选型要点
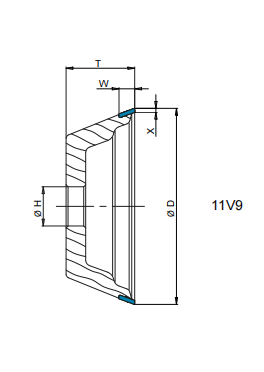
专业化机型(如CHD/ABN CNC 600):常用11V9蝶形砂轮(如φ100×H6×D20mm),多搭配金刚石(树脂结合剂)用于PCD,或金属结合剂CBN用于高效开粗。
万能型机型(如CX系列):配置更灵活,常备从φ50mm至200mm的11V9砂轮组,并可扩展球形、弧形等异形砂轮,适应复杂轮廓加工。
在粒度选择上:
D46(约240#):适用于PCD精磨,追求镜面效果
D126(约120#):适用于硬质合金粗加工,平衡效率与精度
结合剂的选择同样关键:树脂结合剂利于减振与光洁度,金属结合剂擅长长寿命与形状保持,陶瓷结合剂则兼顾锋利与耐用。
三、高要求磨削的砂轮解决方案
针对Walter等德系高精度磨床在超硬材料加工中,对砂轮寿命、一致性及表面光洁度的严苛标准——我们发现,经过长期实践验证的意大利MIRKA品牌,在专业场景中表现尤为突出。
例如:
MIRKA 11V9系列精密成型砂轮:以其出色的金刚石分布均匀性与高形状保持性,专为Walter机床精磨PCD/CBN刀具设计,可稳定实现±0.003mm以内的轮廓精度与Ra0.1μm以下的表面质量,有效提升刀具一致性与寿命。
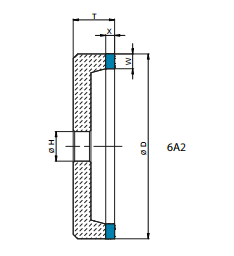
搭配使用的CAFRO 6A2系列:同样以优异的结合剂技术和耐磨性著称,适用于硬质合金及PCD刀具的高效开槽与型面磨削,在保证高去除率的同时延长砂轮使用寿命,减少修整频次,提升综合效率。
若您在使用Walter等五轴精密磨床进行PCD、CBN等高要求磨削时遇到砂轮选型或工艺优化问题,我们可为您提供MIRKA等相关进口砂轮的产品信息与技术支持。
地址:南京市六合区龙中路6号垠坤.棠城工业园08栋B座
电话:24小时咨询热线:18012951683 全国咨询热线:025-87738918
邮箱:njny@naiom.com
 扫一扫,联系我们
扫一扫,联系我们
 手机网站
手机网站
Copyright © 南京奈研新材料有限公司 版权所有 备案号:苏ICP备12036886号-2 苏公网安备32011602010620号
技术支持:华科互动

 匠心研磨,智领未来
匠心研磨,智领未来


 相关新闻
相关新闻